前言.数字化转型思想
1.信息化
谈到信息化,我们首先说到两大方向。
- 横向的供应链的端到端的流程财务的端到端的流程
- 纵向的围绕纵向生产制造的数字化建设
- 办公OA:
- 本质:OA系统的应用往往就是,表单加流程的这一种典型应用,做申请表单、审核、通过完成的状态管理。
- 应用:主要是小公司的大一统的业务人员管理(售后、日常工单)-普通人员管理(假期、行程)
- 更详细的功能:
- 员工工作日报:表单交互
- 待处理事项:列表交互,ui美观显示。
- 趋势:大一统化,因为技术底座能力提升,小公司也用不上,大公司很多系统限制
- cms:管理内容管理,一般用于门户网站。
- CRM:客户关系管理、销售系统,一般用于toc业务。
- 合同管理:
- 沟通管理:
2.数字化
- 企业能力:企业数字化本质上要归于下面三个能力。
- 财务管控的能力
- 敏捷制造的能力
- 柔性数字供应链的能力
- 建设系统时:
- 工厂自动化:元器件-设备机电一体(plc或单片机)-上位机-mes服务器-aps
- 办公自动化:分析过了,详情请看python自动化办公教程 | 抱一只橘 (byzhj.com)
- 运营自动化:abs系统、sim系统、门户网站。
- 物流自动化:wms-云计算中心-
- 数字化交付。
- 1.数字化的技术底座:纯技术的平台,它相对来说更加容易开发。
- 技术中台:即平台技术服务能力、包括4a、低代码、软件构建平台(devops)
- 低代码平台:用于构建单独的OA系统的快速代码生成平台。
- 软件构建:从最简单的git,到devops化,即CICD
- 4a平台:4A (认证Authentication、授权Authorization、账号Account、审计Audit)统一安全管理平台解决方案。
- 技术选型:.net、java、前端
- 云原生化:容器化部署、微服务化、微服务治理,业务拆分的治理能力升级
- 功能需求完成度:设计模式、架构的可拓展性、无纸化程度。
- 性能—查询:不常用文档慢是正常的;常用的优化是索引优化、redis化
- 易用性—ui:一直在精进的方面,从传统mvc到前后端到组件化
- 技术中台:即平台技术服务能力、包括4a、低代码、软件构建平台(devops)
- 2.数据中台:整合数据,提供有价值的数据接口
- 作用:解决我的业务协同的问题,为商业模式创新
- 例子:项目全成本核算的业财一体化、项目的端到端的协同平台、敏捷柔性的数字供应链的协平台
一、横向的供应链的端到端的流程、财务的端到端的流程
1.采购系统
- 概念:MM包括MRP即物料管理。
- 意义:引入更多数字化的流程计算,加强自动化的流程管理。
- 应用:用sap就行了
2.供应链系统
3.ERP和APS:
- 集成:APS(Advanced Planning and Scheduling)系统是一种基于ERP系统的高级计划和调度系统,它提供了更高级的功能优化生产划、资源分配和物流调等方面的工作。APS系统通常与ERP系统集成,以提供更全面、精确和实时的计划调度功能。APS系统在生产计划方面具有以下特点:
- 高级需求预测:APS系统利用历史数据、市场趋势和其他相关因素进行需求预测,帮助企业更准确地预未来的需求量和需求变化。
- 生产计划优化:APS系统考虑到各种约束条件(如资源可用性、设备容量、人力资源等),通过优化算法生成最佳的生产计划,以最大程度地提高生产效率和资源利用率。
- 前两点综合就是约束理论下的算法求解。
- 物料需求计划(MRP):APS系统可以根据销售订单、库存平和生产计划等信息,自动生成物料需求计划,确保所需物料的及时供应,避免缺货或过剩库存的问题。
- 资源调度和优化:APS系统可以对生产设备、人力资源和运输等资源进行调度和优化,确保资源的合理利用,减少闲置和浪费。SWMS(ShopFloor Workforce Management System)具体:厂区生产负责人,每周之星等等,偏人力资源管理。
- 实时监控和反馈:APS系统可以实时监控生产度、库存水平和资源利用情等,并提供时的反馈和报告,帮助企业管理者做准确的决策。
关系:aps不仅集成了MRP物料生产计划、MPS主生产计划,、pm排产系统。
- PM系统(Production Management System,生产管理系统):
- 地位:就是和MES对接的ERP系统,PM系统更注重从整体上规划和管理生产活动
- 意义:更关注于去排产。
二.纵向的围绕纵向生产制造的数字化建设
- 系统层级:
- t0.工业互联网:自动化领域,一些实时性的需求,需要高速工业网络。
- t1.MES:上位机、监控,上传数据至ERP甚至是APS系统使用。
- WMS:管理库存
- CM:产品可追溯
- t2.erp
- PLM:产品生命周期
- t3.aps:集成erp和mes所有功能去算法计算
1.MES(Manufacturing Execution System)
- 地位:一条主线是围绕供应链财务的横向端到端的业务流程,还有一条线就是围绕纵向的从ERP下到SWMS、PRM和CM系统的纵向的制造执行过程,
- 意义:MES系统专注于生产制造过程的实时监控和管理。它与ERP系统集成,实时跟踪生产作业,包括工单管理、生产进度、工序控制、质量检验等,以优化生产流程和资源利用。
- 关系的理解:
- 首先谈意义:mes是工厂发展后期——订单多、产能安排要细,因此要监控反馈+可视化。其次和其他系统的关系:ERP偏计划层的执行,而MES监控这个计划的执行情况,即是反馈信息上传回你的ERP系统(就是pm系统)里面。
- 生产计划管理系统(例子):先产生工艺计划—开卡—提交程序、夹具、工艺—风险评估(各部门)—完成
2.PLM(Product Lifecycle Management)
- 意义:PRM系统用于管理产品全生命周期的信息,从设计到制造、维护和退役。它协助团队合作、文档管理、版本控制,确保产品信息的一致性。而PRM系统更注重在设计、制造、维护等多个阶段的信息整合和协同。
- 具体:
- ASM:跟踪一个产品(工件)的加工工艺、刀具、程式的管理。
- 利元亨:各种非标设计产品的技术细节、cad电路图
- 我的理解:相当于quick reference。
- 系统用户:
- 项目经理:
- 开发顾问:学习,复习技术细节。
- 实施顾问;
- 业务顾问.
- 商业软件:PTC公司的Windchill系统
3.CM(Configuration Management)
- 意义:CM系统用于跟踪和管理产品的配置变更。在生产过程中,产品可能需要进行调整或改变,CM系统确保对产品更改的跟踪、审批和文档化。更注重在产品制造和运营阶段的配置控制
- 具体:杨桂做的对一个设计、制造出的工件反复迭代测试,并记录版本信息的系统。
4.WMS系统(Warehouse Management System,仓库管理系统):
- 功能: WMS系统用于对仓库的物流和库存进行管理,确保物料和产品的流动、存储和分发。
- 具体功能: WMS系统包括库存管理、入库出库控制、货位管理、订单处理、物料追踪、库存调整等功能,帮助企业实现仓库的高效管理和优化。
- 具体项目:集成在mes里、或是erp里和订单采购系统配合。
5.SIM系统(Smart Information Management System,智能信息管理系统):
- 功能: SIM系统用于整合和管理企业内部和外部的信息资源,支持企业在数字化环境中更好地管理和利用数据。
- 具体功能: SIM系统涵盖数据采集、数据存储、数据分析、数据挖掘、数据共享等功能,支持企业从数据中获取价值,做出更好的决策。
- 类似系统:crm系统客户关系系统。
三、电气和工艺
职责岗位:售后调试工、装配电工、助理电气工程师、电气工程师。
电工职业等级证:找有资质机构去安排考试,报名费1k。
电工从业证:低压电工、高压电工。报名找安监局。
注册电气工程师:1500小时/300=5小时;如果一年内考过需要每天复习5小时。人数:控制在每年2000人以内。资格审核严格,所以不如不考,挂靠也是有风险的。
1.相关传感器和设备
- 电工元器件:
- 电控部分:数量多,连线、电器件、控制、开关。
- 电控柜子:
- 运动控制:电机(看下面)、变频器(看下面)、
- 电源:
- 电源适配器VC:转12、24v直流电给微电子系统。
- 变压器T:~转低电压
- 相序保护器kvs:防止反转的。
- 三相电源:黄绿红三相rst380v,蓝零线220v,双色地线。
- 电路合断:
- 漏电开关、保险座/丝Fu、隔离开关QF:保护电路。
- 空气开关:当总开关,保护电路。
- 四大开关:普通开关sb、转换开关sa、急停开关sb、限位开关sq
- 继电器:用于更小的辅助电路控制。安全继电器、中间继电器、时间继电器
- 作用:逻辑编程的核心,自动控制电路。
- 接触器km:控制电动机,起电气联锁作用。
- 控制部分:四大品牌plc、HMI
- 传感器:
- 接近开关:电感型、霍尔型,晶体管型。可以检测转速、通过速度,触发信号。分npn和pnp型的来决定要给什么输出才可以。一端是感应电流。
- 光电传感器:
- 气动部分:数量中,较为固定,所以冗余大。底座、接头、磁性开关、调速阀
- 气动三联件:额定的气源压力F、清洁R、润滑L
- 电磁阀:作用是控制气缸气路,几位几通,
- 气缸:
- 机械部分:数量中,工作台,
- 传动丝杆、导轨、轴承、金属钣金件、螺丝、盖板、卡盘
- 料库:数量少,加工件、自制件
- 机器人:数量最少,发那科、auto、夹具
- 标准机台:数量少,超声波、压力清洗、agv、称重器
- 区分:电气大多数是外购件,机械很多自制件。
- 电控部分:数量多,连线、电器件、控制、开关。
- 电子元器件:
- 和电气区别:
- 电子通常是控制电压与电流,信号传输,晶体管上的模拟电路,逻辑上的数字电路。
- 电气通常是控制机械或电磁式的元件,用于能源传输和电动机控制的电路。
- 视图:同一种电子元器件可能会有多种电路符号表示形式, 有的为标准符号, 或称为推荐电路符号, 有的是厂标符号。
- 重点:二极管、 晶体管和集成电路等有源器件通常是电路中的关键元器件。
- 晶体管:三种状态截止、方法、
- 电容电阻:控制电流。
- 和电气区别:
- RTU(Remote Terminal Unit下位机):一般包括通讯处理单元、开关量采集单元、脉冲量采集单元、模拟量采集单元、模拟量输出单元,开关量输出单元和脉冲量输出单元等构成。还有一些其他的接口方式,比如电力变压器的分接头,气象的格雷码接口,水文的BCD码接口等等。
- 机械臂:隶属于运动控制
- 傲博:有专业运动控制卡和hmi编程。
- 法兰克:大型夹具装夹,也有对应的专业运动控制卡
- 电机:由于电机高度绑定plc和Hmi,请移步plc编程查看。
- 机柜:
- 威图:靠eplan霸占市场
- 传感器:
- 硬件自研,对物理特性要求高
- 传统选型:倍福、图尔克、
- 夹爪:
- 特性:柔性、项目自制为主
- io模块:
- 特性:与plc结合
- 德克威尔rockwell、西门子
- 模拟量:
- 特性:用处少,中高端plc才带有
- AGV:
- 特性:标准件,厂家配备软件路线地图绘制
2.电气设计
- 方案设计
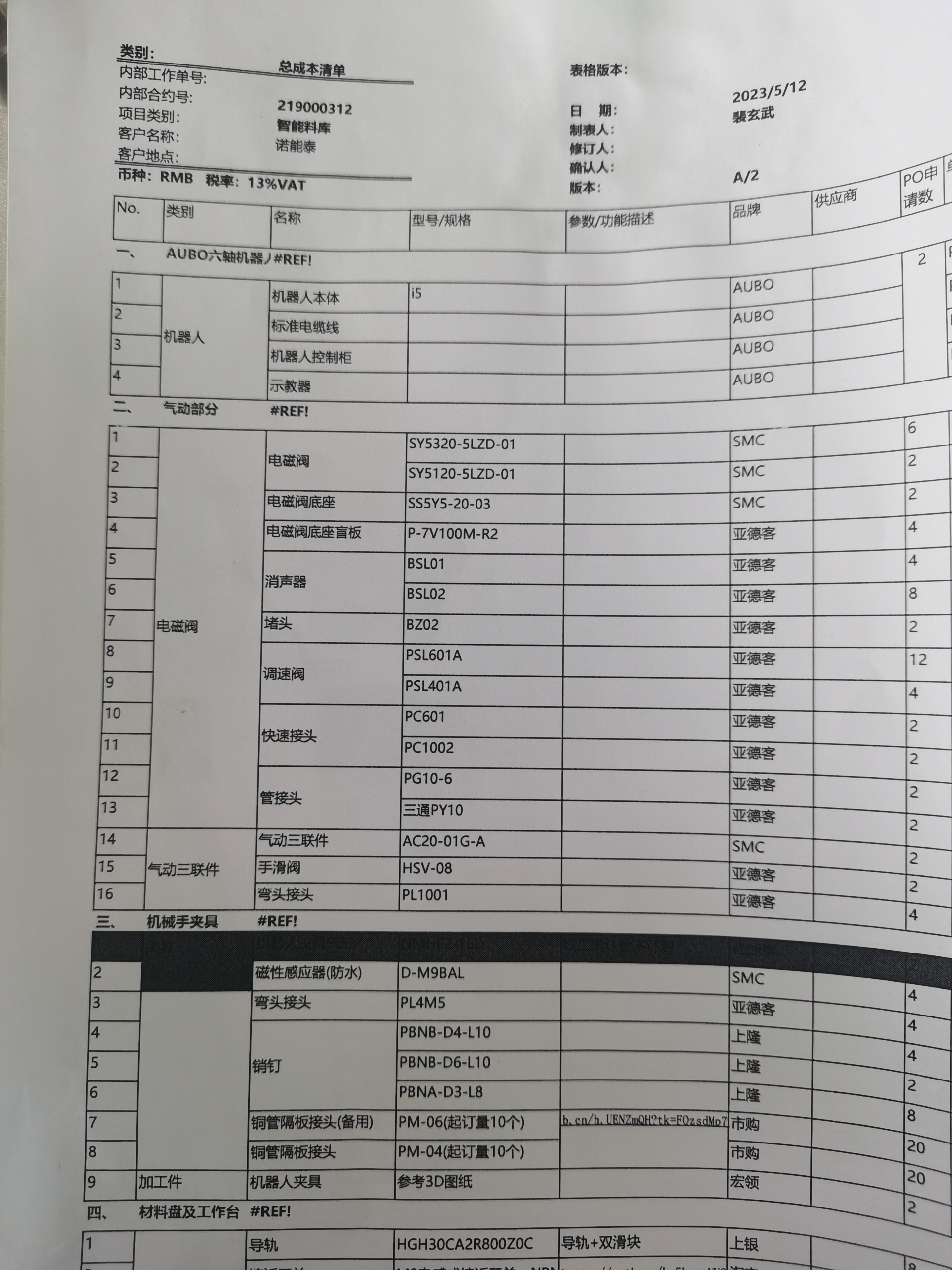
- bom表:
- bom表:
- 出电气图:
- CAD:主要是电柜
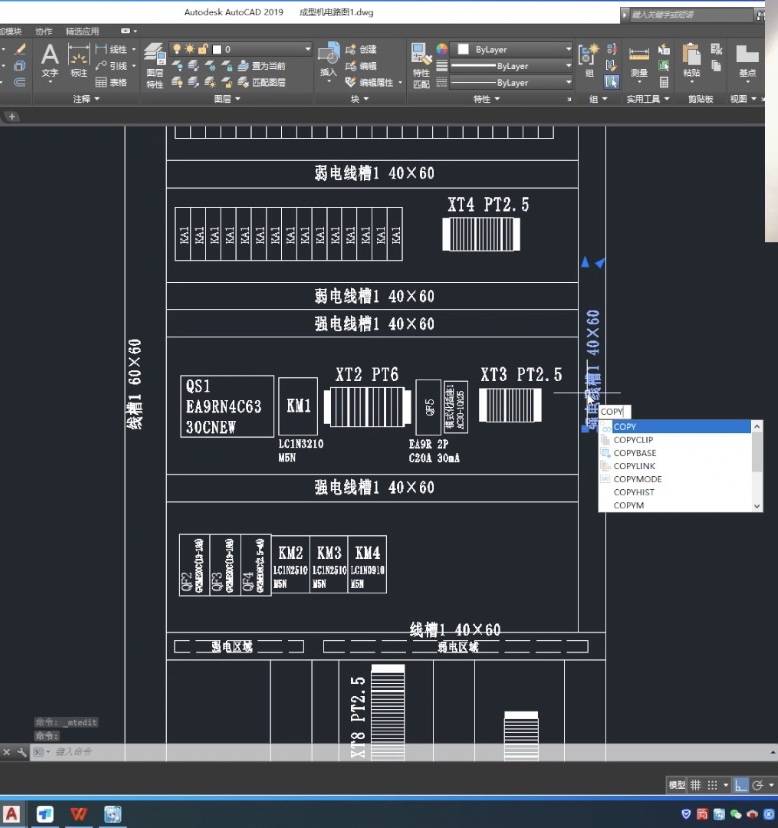
- eplan:也是电柜设计,更专业
3.plc编程
4.工艺
- 离散制造领域:
- 产品:不连续的、分立的单个物件。这些产品通常具有明确的形状、尺寸和组件,如汽车、电子设备、机械零件等。
- 离散制造通常涉及将原材料组装成成品
- 控制:plc和cnc系统
- 连续过程控制领域:
- 产品类型: 连续过程控制领域生产的产品是连续的,通常以流体或物质的形式,如化学品、石油、电力等。
- 生产方式: 连续过程通常涉及在连续的流程中进行生产,而不是分批次或单个装配过程。这包括液体混合、反应、分离等。
- 生产灵活性: 连续过程的生产流程通常比较稳定,不容易更改或调整。这些过程通常需要长时间的运行,以确保产品的一致性。
- 控制需求: 在连续过程控制中,控制系统需要实时监测和调整参数,以确保生产过程的稳定性和一致性。这包括温度、压力、流量等参数的控制。DCS系统通常在连续过程控制中得到广泛应用。
- 运动控制:
- 1.高精度:cnc加工、需要专用运动控制卡和电机还带系统组成dcs。成本在10w起步,
- 位置精度在1~10nm
- 重复定位精度在10um
- 表明质量Ra:10um
- 2.低精度:机械手、plc简单控制。
- 位置精度最多在1~5um
- 重复定位在3um
- 3.中精度:固高、雷赛、正运动。
- 采用面向对象去编程控制。
- 1.高精度:cnc加工、需要专用运动控制卡和电机还带系统组成dcs。成本在10w起步,
- CAD:
- sw:主流
- ug:学习居多
- CAM:
- 主要功能:刀路模拟、后处理
- solidcam:
- Fusion 360:
- Siemens NX:坪山深圳五金厂
- cnc传输:
- fanuc:cimco:坪山深圳五金厂、star星环机械厂
- 激光:
- 激光焊接:
- 激光切割:
- 激光注塑:
- 传统五金:
- G代码加工:G 代码解释|最重要的 G 代码命令列表_g代码_蔚蓝慕的博客-CSDN博客
- 加工:g01、02、03、g17、g28、m03、06、08、30、99
- 问题:撞主轴、加工细纹、吸尘器故障、空调故障、主轴故障、冷却系统、x/y轴故障
- 电火花:定期保养
- 三轴cnc:自动化上料
- 车床:
- 用途: 车床通常用于高精度的旋转部件加工,如轴承、螺纹等。
- 与铣床区别:车床主要用于旋转对称零件的加工,而铣床主要用于平面和曲面零件的加工。现实中常常需要配合加工。
- G代码加工:G 代码解释|最重要的 G 代码命令列表_g代码_蔚蓝慕的博客-CSDN博客
- 清洗:
- 超声波清洗机:典型的标准件
- 注意事项:发热问题。
- 测量:
- 三坐标:执行测试,可安装一个服务端与上位机通信联动。
- 锂电工艺:
- 著名公司:赢合、利元亨、宁德时代(甲方)。
- 注液:
- 卷绕:赢合的起家设备。
- 叠片:
四、上位机
五、机器视觉
1.技术选型
- 平台:作识别和定位
- visionPro二次开发——使用c#语言
- 劣势:Cognex硬件产品,
- 优势:简单上手,可能更适合需要自定义和定制视觉应用的开发人员
- visionMaster——海康威视产品
- 劣势:范围小,专用于视觉检测和控制。但是上手快。
- 优势:
- halcon二次开发+使用c#语言
- 劣势:开发难度最高,要高额授权费。
- 优势:进一步提高开发自由度和功能需求
- visionPro二次开发——使用c#语言
- 扫描建模:
- 蓝光扫描:蔡司gom
- 三坐标扫描:
- 现状:视觉无非就那三大模块,测量,定位,缺陷。测量难度最低。
- 出差:偏偏这行业项目占大头的是3C行业,像苹果的产线手机都不让带,或者说金属制品都不让带,又偏偏苹果占3C行业的大头,无奈。好点的是搞软件的,出差不多,但也只是相对而言
- 发展瓶颈:
- 更让人无奈的是行业问题,整个行业同质化太严重,你能做的项目人家也能做,你不能做的,大家基本也做不了。所以销售是核心
- 销售一旦手上有项目,有想法的销售自己跑出去开公司。(甚至有些人做着这家公司的销售总监,私下自己有家公司开着),一拿到大项目,跑出去单干。所以行业太乱了
- 如果是行业小白,没啥编程/图像处理经验的话,还是可以去驻厂的, 这行与硬件打交道多,可以多接触相机镜头光源这些硬件,在调试的时候也可以学学大佬们做的设备.碰到不会的一般也有老师傅带.驻厂工作两年后跳槽去其他公司当个驻厂调试是没问题的,国内驻厂薪资天花板在1W-1.3W左右,
- 现在才知道同事同行间的竞争都是激烈乃至惨烈的,都是挤破头才能出头的。没有项目的时候,鸭梨大,要跟销售一起跑客户,共同协作拿下客户;项目来的时候,要抗着巨大压力,赶时间,出方案,谁优秀谁上;产品卖出去了还没完,售出后后续的售后服务现场调试、客户答疑、技术支持等等一系列问题和压力还等着你呢。不过,各行各业也都有自己的压力。
2.深度算法开发
- 研发:还是使用openCV
- 应用:首先一定是识别,然后做一些视觉定位数据、修改图层。二次建模
- 现状:
- 搞算法,还是机器视觉的算法,真的会的,深圳,低于1.2w底薪,没人给你干。
- 总结:
- 未来走向:套框架和模版、往算法走才有前途。但适合研究生去搞。
六、自动化这行
1.自动化项目流程
- 自动化的结构:所以一条生产线,从上往下的层级结构是线体-机台-工位-机构-组件-零件。
- 机台(Equipment)是指生产加工线上的所有设备,在半导体行业通常称为机台。机台分为生产和量测两种类型。生产机台是对晶圆进行物理上的加工,对产品的形成具有实际效果。而量测机台是用来测量某个加工步骤之后晶圆的一些相关参数,以便及时发现生产线的状况和前面加工步。骤的不稳定因素。生产机台有两种生产模式:加工生产模式(Remote)和测试模式(Local)。测试模式是用来测试机台状况,所用的晶圆不成为产品,是专用于测试的控片。而加工生产模式加工的结果是产品。这意味着设计系统时需要考虑两种模式。量测机台也有两种类型,一种是量测产品,一种为量测控片(测试晶圆)。测量产品需要在 MES 上过帐,而测量控片不需要过帐。
- 售前阶段:先由业务销售和技术销售搞中标,即谈好RFP(Request for Proposal,项目需求书)和钱款—(售前)—组建PDT(Product Development Team)产品开发团队(项目经理、财务、质量、方案、机械设计、电气设计、程序设计、软件设计、激光、视觉、产品经理、机加工艺、装配工艺、电装、调试)
- 小公司一般只有:项目经理、上位机软件+视觉、机械设计、电气设计+程序+工艺、电装+调试
- 售中开发:
- 设计段:定品牌列表和成本红线——设计工位(机、电、软、光、热、磁等各种系统)——评审发图验收(3D模型+线上开会确认方案)——下发清单(设计完毕)
- 制造段:采购(MC物料专员负责,90%开装)——装配段(外包人员接线打螺丝,机台总装、通电通气)——调试改异常(EP(Easy Project,项目管理)里面少则几百多则上千)——FAT,factory acceptable test,出厂验收测试——SAT,现场验收测试
注意:市场买的标准件叫做外购件,自己出图需要非标加工的叫做自制件
- 售后出厂:
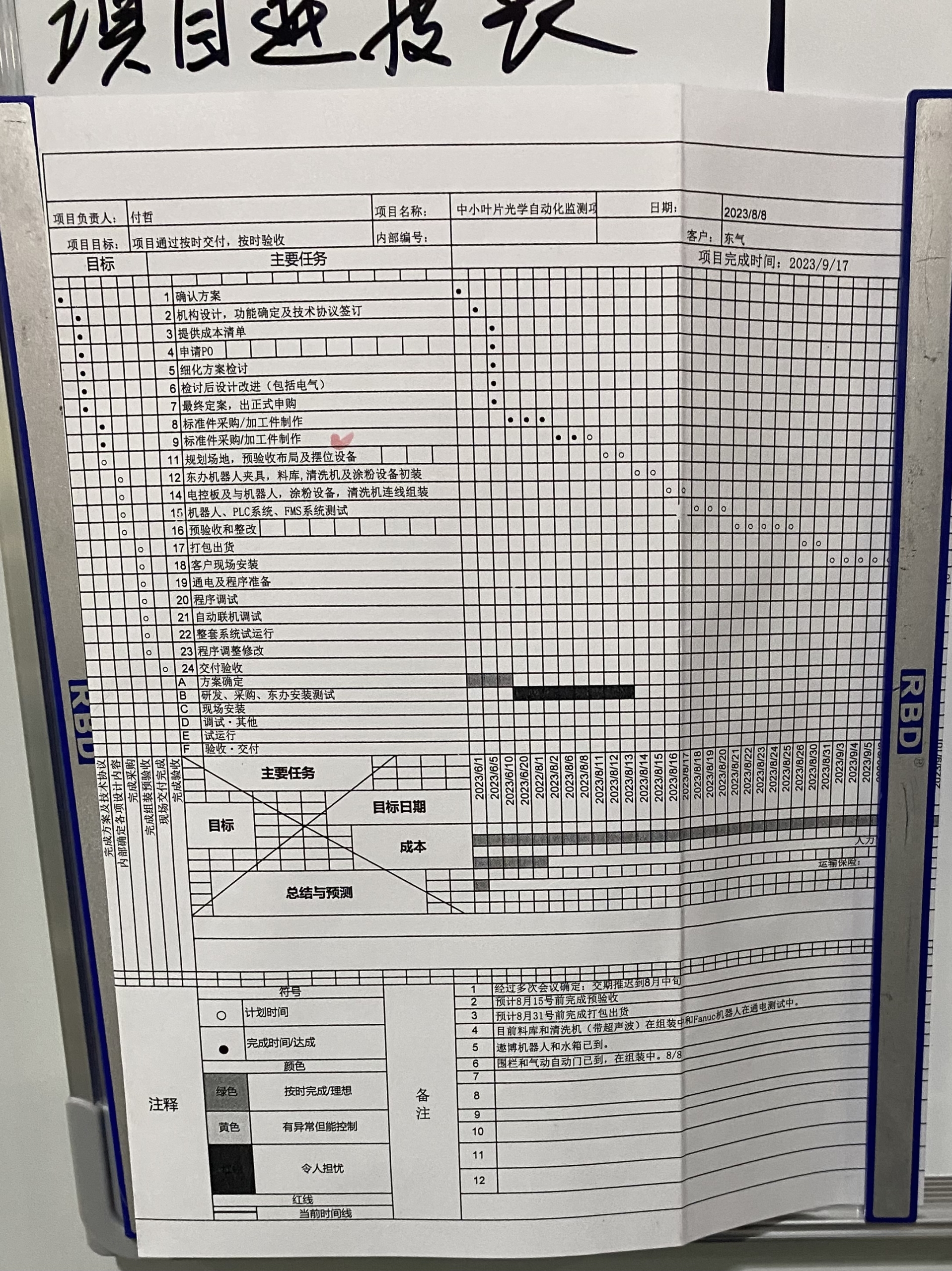
- 交付周期:技术协议里的交付周期是三个月,线体的交付周期就会变成四个月(延期就加班)
- 厂家验收:三大参数是产能、良率和稼动率(综合资源生产率)。
- 达不到要求伏笔:有的客户会退货,有的客户会按比例折扣货款,走流程就是了。
- Site Acceptable Test,现场验收测试。我们叫做终验收。终验收后进入质保阶段,一个项目到此就做完了。按这行的付款模式,一般是“3331”,也就是中标给30%的货款,预验收后给30%的货款,终验收后给30%的货款,质保期满给10%货款
2.未来发展:
- 性价比:过往的工业管理/质量管理资料里,人们讨论的是PPM,追求的是六西格玛;现在我们讨论的是PPB,追求的是九西格玛。论产能、论优率、论稼动率,没听说国外有哪个厂商值得关注。
- 生产上线能力+迭代能力:大公司的一部分竞争力就体现在这里,他们的设备精度高、良率高、节拍快,小公司怎么也赶不上。采用第一性原理,根据基本理论搭原型,这有点理工能力的公司都能做,学校的实验室也能做。但是要把原型迭代成满足客户要求的东西,背后是大量的QCC或者六西格玛课题做优化。在工作中,你可能遇到一些看起来莫名其妙的要求,那一般是某个课题的优化结果。要说具体机制,他也讲不明白,但是数据分析显示这样做效果更好。
- 过往的工业管理/质量管理资料里,人们讨论的是PPM,追求的是六西格玛;现在我们讨论的是PPB,追求的是九西格玛。
- 非标特点:下单即设计,根据非标程度把设备划分为原型机、迭代机(复制机)、标准机和改造机。
- 原型机:初次设计,要攻克的难关多。
- 迭代机:未知。
- 标准机:下单即生产
- 发展方向:所以对于非标公司,做标准是一件很重要的工作。不管你去哪个中心哪个部门,都会遇到这样的事情,都有做标准的人。
本文作者为抱一只橘,转载请注明。